Сумка выполнена по мотивам Louis Vuitton. Кожа КРС шириной всего 6 см. Внутри алькантара. Использовали подиумы для отделки деталей крепления ручки. Краску для уреза замешивали из трех цветов. Замешали нужный цвет с пятой попытки. Все краски Гирба. Фурнитура Италия.
Потрясающий корабль-призрак Левиафан. Художник Джейсон Стиева занимается конструированием моделей около 20 лет, но самым сложным и впечатляющим творением за все эти годы можно смело назвать его последнюю работу под названием "Левиафан - Ковчег Апокалипсиса". На создание пиратского корабля-призрака с сотнями скелетов на борту у Джейсона ушло 14 месяцев. Неудивительно, что доставка хрупкой сложной конструкции клиенту отняла у мастера немало нервов.
На самом деле не всё так радужно, станки сейчас стоят в гараже, так как вся большая верхняя часть дома требует капремонта, дом 60х годов постройки. Но когда закончу ремонт будет именно так ;)
• Как понять, что ты мелочная или это твой парень м*дак? Ответы → • Существует ли ВКУСНОЕ безалкогольное пиво? Ответы → • Что делать, если в отношениях, но не хочешь детей? Ответы → • Когда закончится яичный беспредел с ценами? Ответы →
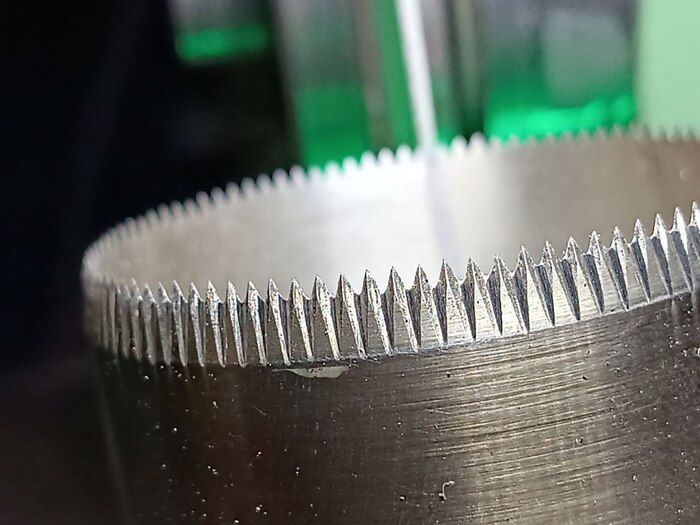
Буэнос диас, уважаемые. Есть у меня заказчики - контора по изготовлению кофе. Ну они берут зёрна, жарят их, размалывают и фасуют в капсулы. Так вот эти капсулы кадо как-то вырубать. Обычно приобретались итальянские или китайские кольцевые серрейторные ножи, как на картинке выше, однако, кажется что-то случилось и теперь братья-китайцы торгуют этими ножами в три раза дороже, а итальянские и вовсе ну ваще... Встал вопрос: а как бы это нам точить уже подзатупившиеся? Ну сказано - сделано. Поехал, да купил станок. Оптический профилешлифовальный, немецкий. Марка - PeTeWe PFS2. Вот он:
Конструктивно, станок состоит из шлифовальной бабки, которая имеет возможность двигаться влево\вправо и вперёд\назад по крестовому суппорту, а также наклоняться в двух плоскостях и поворачиваться относительно вертикальной оси. Вот она:
На шлифовальной бабке располагается шпиндель, сделанный на серве, что даёт возможность регулировать его обороты в широких пределах, практически не теряя в моменте. А впереди у него располагается суппорт изделия. Который имеет возможности елозить вправо\влево, вперёд\назад и по высоте. Эти перемещения реализованы на прецизионных направляющих типа ластохвост, а перемещение дают ШВП. По заводу станок имеет возможность цепять микронный индикатор Кольбер на обе оси и имеются влагалища для КМДшек. Удобное. Немцы - красавчики. Вот, кстати, этот стол изделия.
А вот руль перемещения шлифовальной бабки вперёд\назад:
Как видим, стол изделия сейчас пустой. Однако, к нему можно крепить изделия в тисках, на магнитных или вакуумных приспособлениях, можно напрямую к столу притягивать, канеш, или ваще использовать делительные приспособления. О, кстати, оно-то нам и нужно. Немного САПРа, немного токарки, фрезеровки, шлифовки, эрозии, слесарки, пайки бронзой и вуалябля... самопальная делилка на скорую руку:
Размещаем её на столе изделия, придаём необходимые углы и получается так:
Оптическим станок называется не просто так. В основании смонтирована мощная лампа, которая светит "сквозь" изделие. Т.е. получается тень изделия, его контур. Он попадает далее в объектив с 10 или 20-кратным увеличением, а дальше идёт в систему призм и зеркал:
Закономерно, если при этом смотреть на экран "телевизора" - видишь чёткое и контрастное изображение контура детали и шлифовального круга. Который, кстати, надо не забыть заправить на нужный угол. Для лучшего обзора рекомендуется загасить осветительные приборы в цеху и зашторить шторы.
Ну и вот, стало быть. Погнали точить... Подвод, прицелился по телевизору, дал врезание по индикатору (ну или я просто поставил механический упор, чтобы не смотреть на стрелку осциллографа каждый раз), сделал (на слух) несколько проходов, отвёл, делилку перещёлкнул на следующий зуб, на красненькой считалке (на указательном пальце) перещёлкнул значение и повторил заново.
Ну и по итогу зуб за зубом делаешь. Заточка одного ножа занимает примерно 40-50 минут. В зависимости от удроченности. Стоит примерно в 6 раз дешевле покупки нового.
На картинке выше, внимательный может заметить, что у нескольких зубов нет вершинок. Это, кстати, не страшно. Ножи приводятся пневматикой, а материал резания - фольгированый полиэтилен. Т.е. резкий удар даже таким ножом просекает его без проблем. А вот чтобы именно вырезать - нужно чтобы отточены были впадины между зубами. Вот они-то как раз сохраняются всегда.
Ну примерно как-то так, легко и просто в условиях "земляного пола" (тм), в "сраном гараже" (с) производить такого плана работёнки.
Если, кстати, кто-то богат мануалом на PeTeWe (да-да, так и пишется) PFS2 - прошу продать, подарить, поменять на бухло и тогдалие. Потому как алчные немцы запросили 600 евро за ПДФку.
А если кому интересна вся эта хрень в режиме онлайн прям вот - в профиле телегоканал, в котором, ща внимание, НЕТ РЕКЛАМЫ! Только металлизм. Ну и иногда пьяные выходки, типа начитывания истории техники древнего Рима или там вопросы прикладной лингвистики и взаимосвязи одесского еврейско-блатного сленга и американского итальянского на рубеже 20-х годов прошлого века. Но обычно - железки.
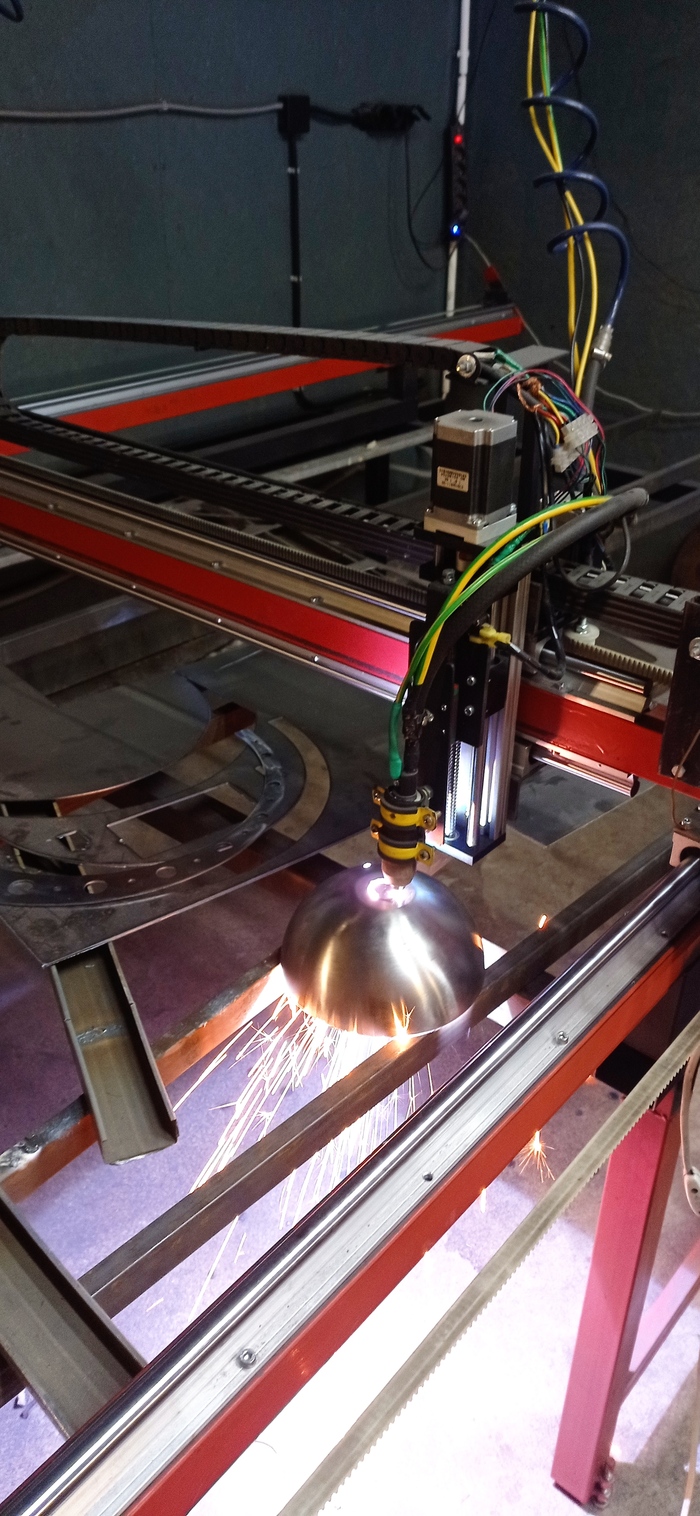
Как-то я делал торшер из салатника, теперь будет настольная лампа из миски поменьше. Сначала сделал модель, подготовил чертежи и создал управляющие программы для плазмореза и фрезера.
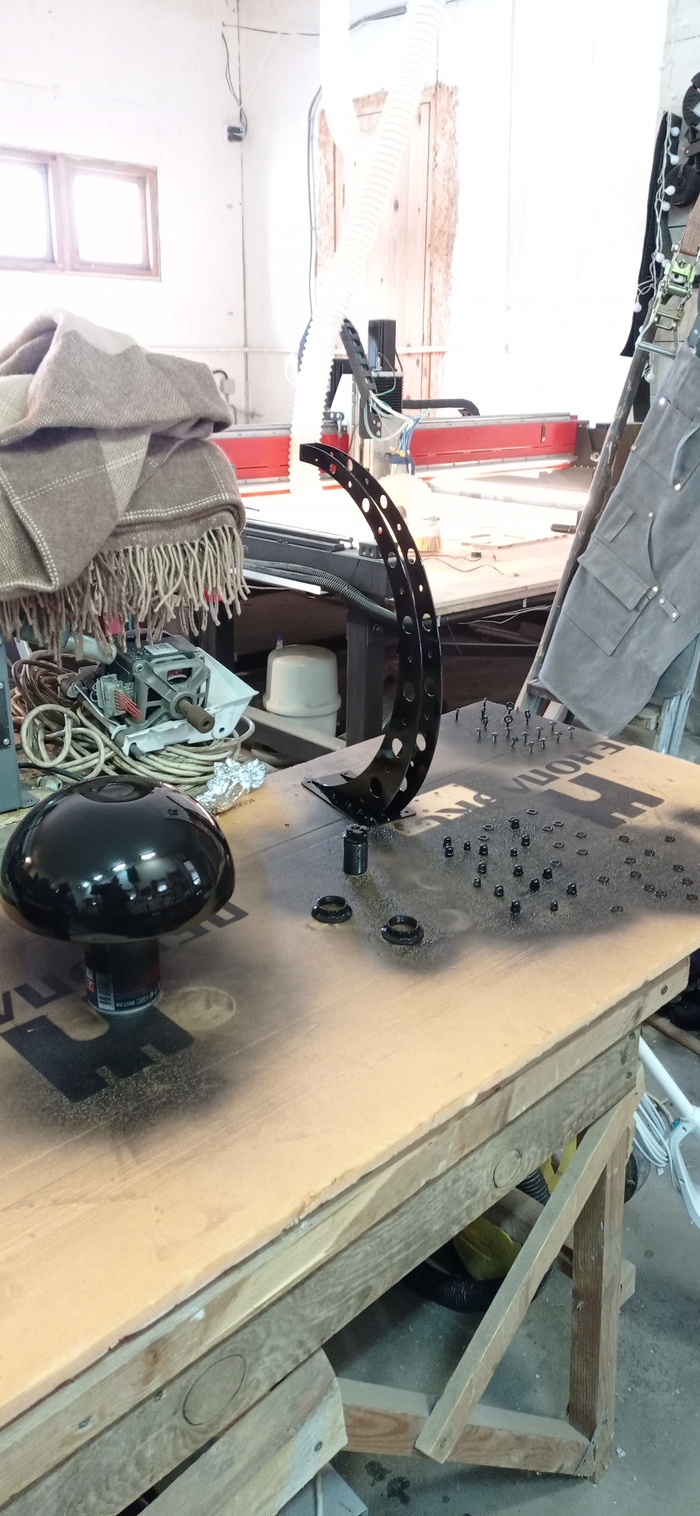
Были вырезаны заготовки из стали и фанеры, после чего доработаны "напильником".
Далее всё собирается вместе и приваривается к основанию. Так же приваривается пластина с заранее изготовленной шпилькой, с дюймовой резьбой 1/4 для вкручивания шарнира (куплен на маркетплейсе для крепления фотоаппарата).
Затем всё снова разбирается и готовится к покраске.
Готово. Осталось собрать всё обратно. Результатом я вполне доволен. Спасибо за внимание!
Хеллоу, уважаемые. Это вам картинка для привлечения внимания:
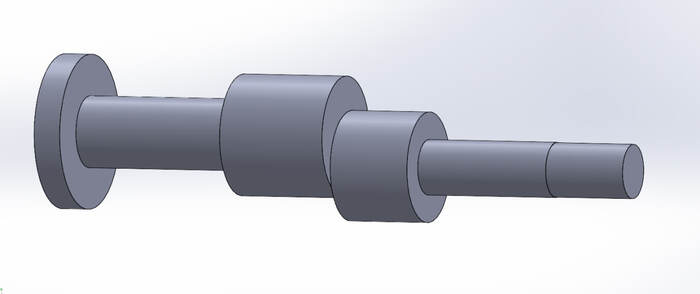
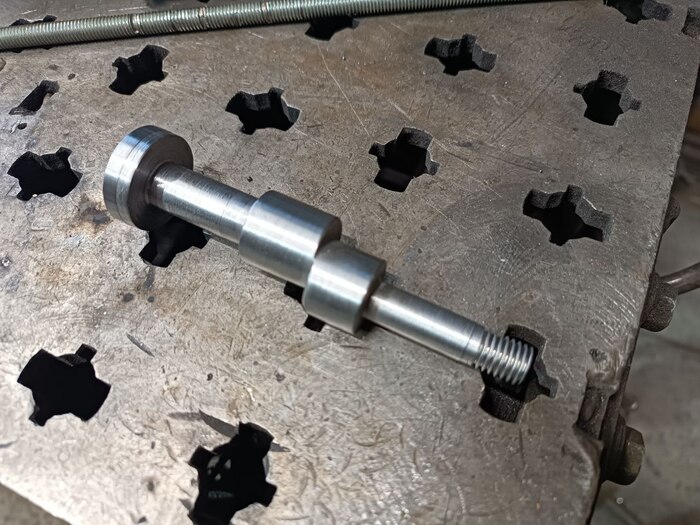
По сути, мы можем получить эксцентрик несколькими способами, в зависимости от его формы и назначения. Например, на токарно-затыловочном станке можем? Можем канеш. Но такой мало у кого есть. На ЧПУ-фрезере можем? Да, разумеется. Если речь об отдельном кулачке, то мы его можем выполнить на фрезере, копировально-фрезерном, вырезать на эрозии и так далее и напрессовать на вал... Если речь о вале с несколькими осями вращения, тут, разумеется, варианты с резкой менее удобны (если вообще реальны), но можно, например, сделать два отдельных полувала и запрессовать одно в другое или обварить. Но всё это опять же не всегда возможно, т.к., например, стали типа 30ХГСА из которых частенько делают такие поделки относятся к ограниченно свариваемым. Короче, нам надо максимально просто и быстро, верно? Давайте рассмотрим изготовление вчерашнего винта. Он оформлен из цельняка. Сперва, разумеется, надо сделать чертёж, чтобы рассчитать диаметр заготовки.
вот такую штуку надо получить. фаски, канавка для выхода резца и т.п мелочи схематично не указаны.
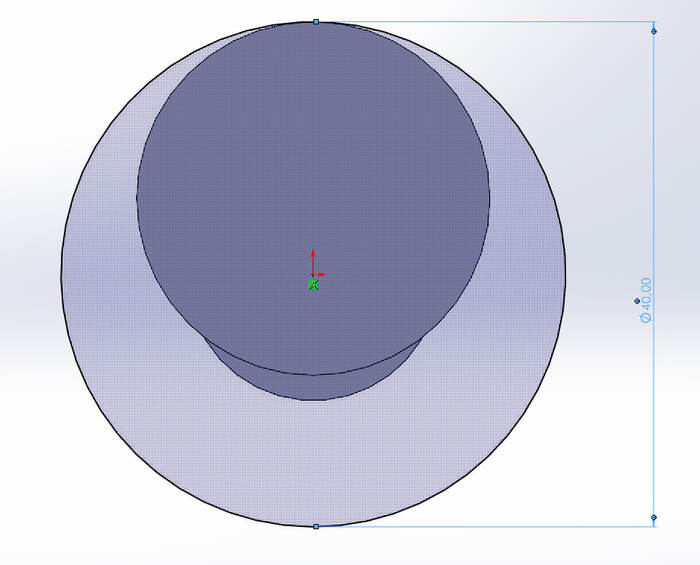
Если же мы посмотрим будущему винту в торец, то увидим, что для изготовления такого изделия нам понадобится круг диаметром 40мм. Ну желательно в плюсе, если шляпка должна иметь приличную поверхность.
Далее мы разбиваем изделие виртуально на две части, каждая из которых имеет свою ось вращения.. Т.е. сперва обрабатываем то, что лежит в одной оси, прям из болванки. С этим, наверное, проблем не должно возникнуть.
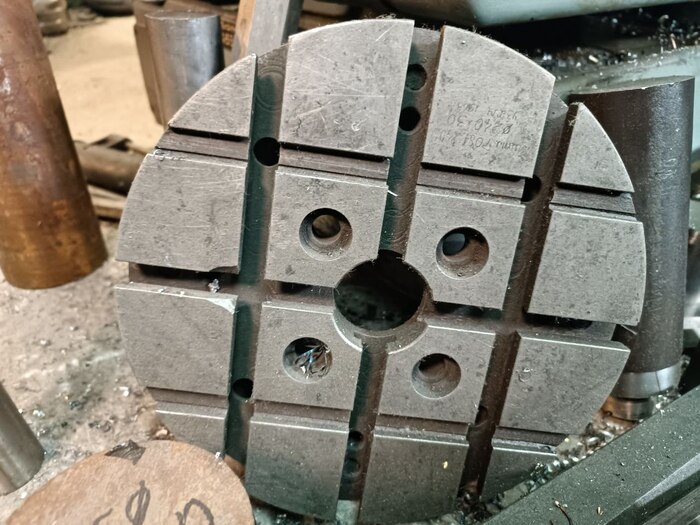
Далее у нас возникает необходимость сместить ось. Как это сделать на токарном станке? Есть несколько вариантов. Например, использование четырёхкулачкового патрона с независимым движением кулачков. Поскольку они настраивуются индивидуально, то ничего не мешает выставить деталь по центру в паре противолежащих кулаков и сместить пару других кулаков на величину эксцентриситета. Так? Ну типа. Только это весь хлопотно. Сперва надо выставить деталь строго по центру по индикатору, а потом, по индикатору же, смещать. Долго, хлопотно, но весьма точно.
Вариант 2. Планшайба. Ну для крепления детали типа вал, наверное, саааамая дурацкая затея. придётся много городить, либо ставить трёхкулачковый патрон на неё со смещением. Однако, патрон имеет нефиговую массу и чем больше жксцентриситет - тем грустнее будет из-за вибраций. Если вы полагаете, что станок промышленного размера, типа 16К20 или 1К62 не умеет прыгать - вы ошибаетесь. Прям умеет. Соответственно, скорость вращения шпинделя будет низкая, чистота поверзности херовая и тогдалие.
Вариант 3. Частный случай вар.2
Универсальная планшайба от ИТ1М. Не знаю, почему таких не делали на 1К62 и 16К20, однако от ИТшки она болт-он запрыгивает на шеснарь, потому как условные конусы у них одинаковые. Эта планшайба имеет линейку, по какой каретку моно выставить на нужный эксцентриситет. А промимо этого на каретку планшайбы вешается "лопата", она же "поднос" регулируемая по углу. В данном случае она откинута. Но опять жи, это всё ниоч как-то.
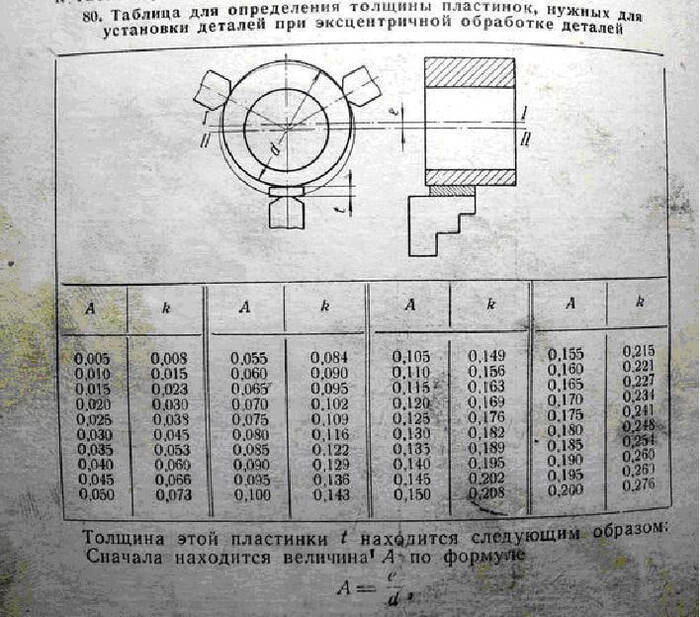
Относительно простой вариант - задание эксцентриситета с помощью пластинок. Нужен обычный трёхкулачковый патрон, на один из кулаков какового накидывается нужная высота пластинками. Считается по формуле. Вроде просто, но нет. Способ не сложный, но как именно токарь будет набирать 1,488 мм для нужного эксцентриситета - неясно. Не, ну если у тебя есть плоскошлиф и метрологичка, канеш, можно прошлифовать как надо и юзать невозбранно. Но нам же надо максимально быстро и просто, а не задолбаться...
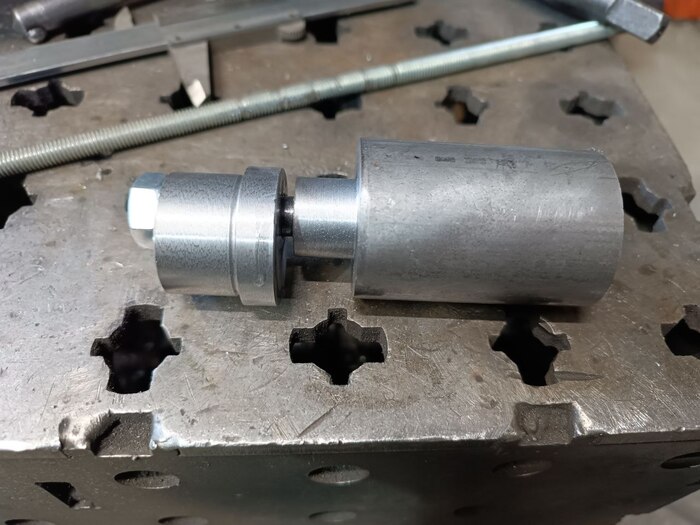
Поэтому я лично в данной работе пошёл по варианту эксцентриковой муфты. Выточить произвольную бобышку - не сложно. Занулиться на сверлилке\фрезере по центру бобышки - не проблема. А далее, сместил стол по линейкам, индикатору или УЦИ на нужное значение и навалил дырку не в центре.
Дальше многое зависит от размеров детали. Эту же бобышку можно сделать разрезной, профигачив паз хоть болгаркой, хоть дисковой фрезой, хоть эрозией с "толстой" стороны. Или, если бобышка миниатюрная, сразу резануть её на эрозии...
Если муфточка разрезная, то крепление и фиксация детали в ней, разумно предположить, осуществляется затягиванием патрона и деформацией (относительно упругой) муфты. Если неразрезная или деталь имеет очень короткий хвост - можно вклеить на цианакрилат. Можно со стороны шпинделя гайкой или винтом её заневолить. В данном случае я сделал отверстие подкалиберное прям, под развёртку. С обратной стороны закрутил гайку, а до того ещё и на клей. А уже на станке, соответственно, аккуратно с небольшими подачами сделал центровочное отверстие и подпёт деталю центром.
Ну типа как-то так, получается жи.
Ах да. Забыл. Прежде чем точить вторую сторону - на выключенном шпинделе подведите резец и, прокручивая шпиндель посмотрите, где у вас "орбита" вращения детали. А то можно заездон сделать. И всю работу заруинить и резец сломать. Короче, ничего сложного, прямо скажем. Просто чуток подумать по технологии, в голове прокрутить пару раз и сделать.
Всем болт, чуваки.
Есличо, в профиле есть ссылочка на телегоканал. Там вся эта мудянка прям в онлайне происходит. Собсна, эта простыня и была накатана по просьбе подписчика. А то чо нет то?