


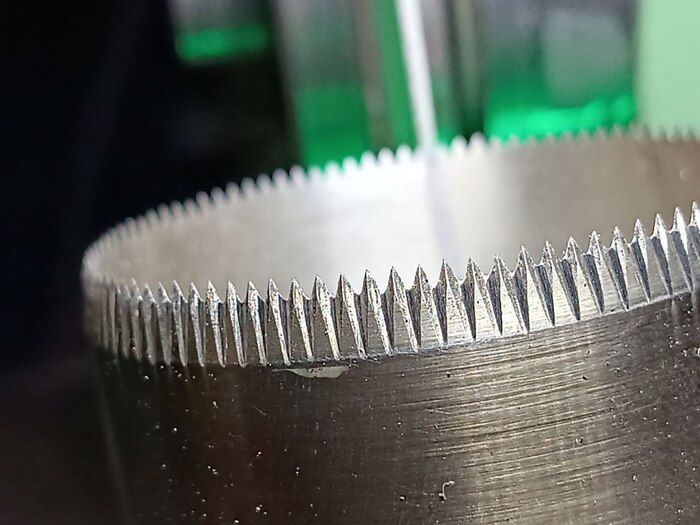
Заточка кольцевых серрейторных ножей
Картинка для привлечения внимания.
Буэнос диас, уважаемые. Есть у меня заказчики - контора по изготовлению кофе. Ну они берут зёрна, жарят их, размалывают и фасуют в капсулы. Так вот эти капсулы кадо как-то вырубать. Обычно приобретались итальянские или китайские кольцевые серрейторные ножи, как на картинке выше, однако, кажется что-то случилось и теперь братья-китайцы торгуют этими ножами в три раза дороже, а итальянские и вовсе ну ваще... Встал вопрос: а как бы это нам точить уже подзатупившиеся? Ну сказано - сделано. Поехал, да купил станок. Оптический профилешлифовальный, немецкий. Марка - PeTeWe PFS2. Вот он:

Конструктивно, станок состоит из шлифовальной бабки, которая имеет возможность двигаться влево\вправо и вперёд\назад по крестовому суппорту, а также наклоняться в двух плоскостях и поворачиваться относительно вертикальной оси. Вот она:

На шлифовальной бабке располагается шпиндель, сделанный на серве, что даёт возможность регулировать его обороты в широких пределах, практически не теряя в моменте. А впереди у него располагается суппорт изделия. Который имеет возможности елозить вправо\влево, вперёд\назад и по высоте. Эти перемещения реализованы на прецизионных направляющих типа ластохвост, а перемещение дают ШВП. По заводу станок имеет возможность цепять микронный индикатор Кольбер на обе оси и имеются влагалища для КМДшек. Удобное. Немцы - красавчики. Вот, кстати, этот стол изделия.

А вот руль перемещения шлифовальной бабки вперёд\назад:

Как видим, стол изделия сейчас пустой. Однако, к нему можно крепить изделия в тисках, на магнитных или вакуумных приспособлениях, можно напрямую к столу притягивать, канеш, или ваще использовать делительные приспособления. О, кстати, оно-то нам и нужно. Немного САПРа, немного токарки, фрезеровки, шлифовки, эрозии, слесарки, пайки бронзой и вуалябля... самопальная делилка на скорую руку:

Размещаем её на столе изделия, придаём необходимые углы и получается так:

Оптическим станок называется не просто так. В основании смонтирована мощная лампа, которая светит "сквозь" изделие. Т.е. получается тень изделия, его контур. Он попадает далее в объектив с 10 или 20-кратным увеличением, а дальше идёт в систему призм и зеркал:

Закономерно, если при этом смотреть на экран "телевизора" - видишь чёткое и контрастное изображение контура детали и шлифовального круга. Который, кстати, надо не забыть заправить на нужный угол. Для лучшего обзора рекомендуется загасить осветительные приборы в цеху и зашторить шторы.

Ну и вот, стало быть. Погнали точить... Подвод, прицелился по телевизору, дал врезание по индикатору (ну или я просто поставил механический упор, чтобы не смотреть на стрелку осциллографа каждый раз), сделал (на слух) несколько проходов, отвёл, делилку перещёлкнул на следующий зуб, на красненькой считалке (на указательном пальце) перещёлкнул значение и повторил заново.

Ну и по итогу зуб за зубом делаешь. Заточка одного ножа занимает примерно 40-50 минут. В зависимости от удроченности. Стоит примерно в 6 раз дешевле покупки нового.

На картинке выше, внимательный может заметить, что у нескольких зубов нет вершинок. Это, кстати, не страшно. Ножи приводятся пневматикой, а материал резания - фольгированый полиэтилен. Т.е. резкий удар даже таким ножом просекает его без проблем. А вот чтобы именно вырезать - нужно чтобы отточены были впадины между зубами. Вот они-то как раз сохраняются всегда.
Ну примерно как-то так, легко и просто в условиях "земляного пола" (тм), в "сраном гараже" (с) производить такого плана работёнки.
Если, кстати, кто-то богат мануалом на PeTeWe (да-да, так и пишется) PFS2 - прошу продать, подарить, поменять на бухло и тогдалие. Потому как алчные немцы запросили 600 евро за ПДФку.
А если кому интересна вся эта хрень в режиме онлайн прям вот - в профиле телегоканал, в котором, ща внимание, НЕТ РЕКЛАМЫ! Только металлизм. Ну и иногда пьяные выходки, типа начитывания истории техники древнего Рима или там вопросы прикладной лингвистики и взаимосвязи одесского еврейско-блатного сленга и американского итальянского на рубеже 20-х годов прошлого века. Но обычно - железки.
Показать полностью
11
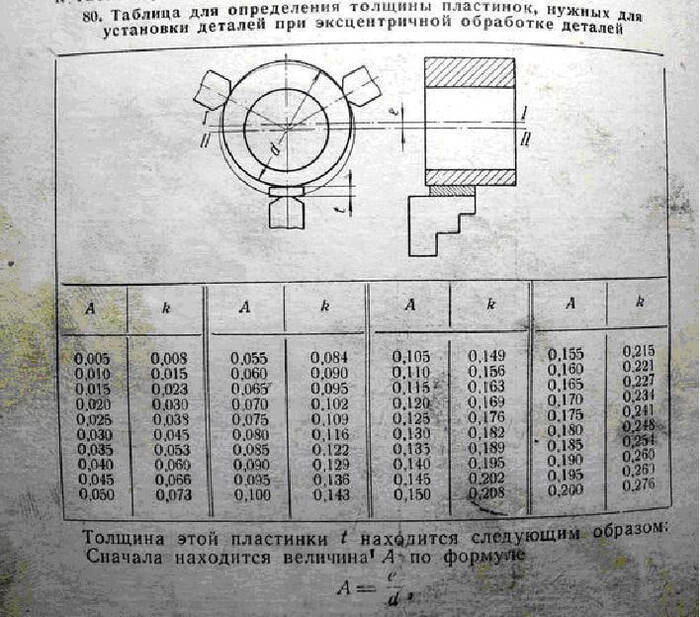
Изготовление эксцентриковых винтов
Хеллоу, уважаемые. Это вам картинка для привлечения внимания:

По сути, мы можем получить эксцентрик несколькими способами, в зависимости от его формы и назначения. Например, на токарно-затыловочном станке можем? Можем канеш. Но такой мало у кого есть. На ЧПУ-фрезере можем? Да, разумеется. Если речь об отдельном кулачке, то мы его можем выполнить на фрезере, копировально-фрезерном, вырезать на эрозии и так далее и напрессовать на вал... Если речь о вале с несколькими осями вращения, тут, разумеется, варианты с резкой менее удобны (если вообще реальны), но можно, например, сделать два отдельных полувала и запрессовать одно в другое или обварить. Но всё это опять же не всегда возможно, т.к., например, стали типа 30ХГСА из которых частенько делают такие поделки относятся к ограниченно свариваемым. Короче, нам надо максимально просто и быстро, верно? Давайте рассмотрим изготовление вчерашнего винта. Он оформлен из цельняка. Сперва, разумеется, надо сделать чертёж, чтобы рассчитать диаметр заготовки.
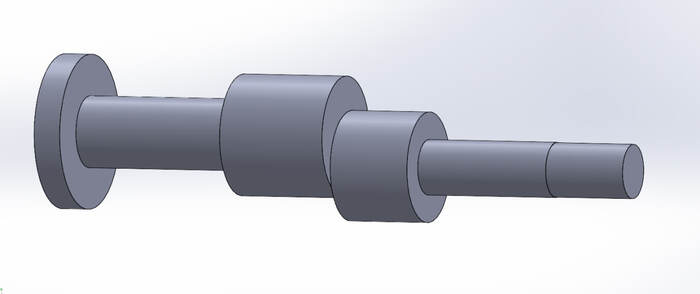
вот такую штуку надо получить. фаски, канавка для выхода резца и т.п мелочи схематично не указаны.
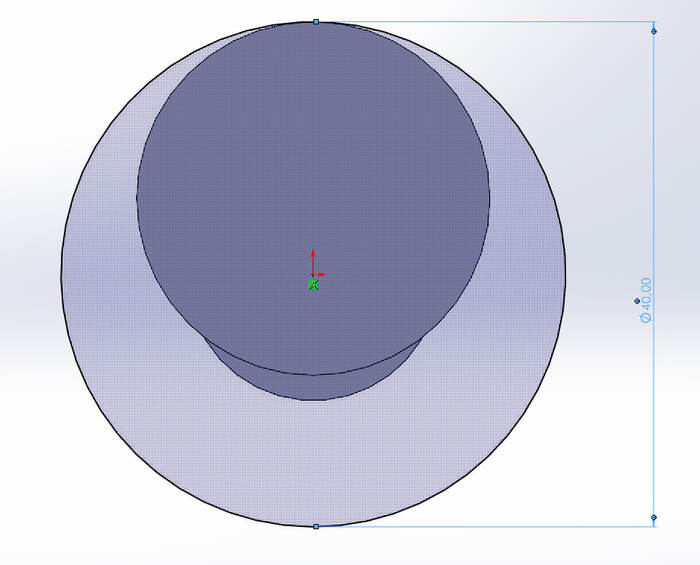
Если же мы посмотрим будущему винту в торец, то увидим, что для изготовления такого изделия нам понадобится круг диаметром 40мм. Ну желательно в плюсе, если шляпка должна иметь приличную поверхность.
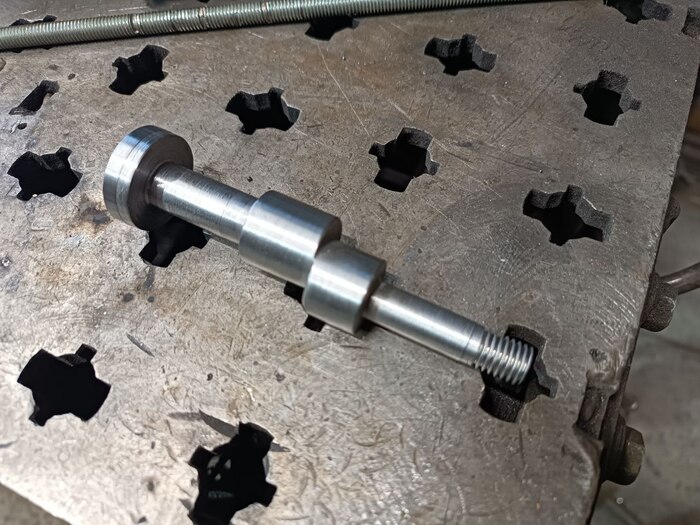
Далее мы разбиваем изделие виртуально на две части, каждая из которых имеет свою ось вращения.. Т.е. сперва обрабатываем то, что лежит в одной оси, прям из болванки. С этим, наверное, проблем не должно возникнуть.
Далее у нас возникает необходимость сместить ось. Как это сделать на токарном станке? Есть несколько вариантов. Например, использование четырёхкулачкового патрона с независимым движением кулачков. Поскольку они настраивуются индивидуально, то ничего не мешает выставить деталь по центру в паре противолежащих кулаков и сместить пару других кулаков на величину эксцентриситета. Так? Ну типа. Только это весь хлопотно. Сперва надо выставить деталь строго по центру по индикатору, а потом, по индикатору же, смещать. Долго, хлопотно, но весьма точно.

Вариант 2. Планшайба. Ну для крепления детали типа вал, наверное, саааамая дурацкая затея. придётся много городить, либо ставить трёхкулачковый патрон на неё со смещением. Однако, патрон имеет нефиговую массу и чем больше жксцентриситет - тем грустнее будет из-за вибраций. Если вы полагаете, что станок промышленного размера, типа 16К20 или 1К62 не умеет прыгать - вы ошибаетесь. Прям умеет. Соответственно, скорость вращения шпинделя будет низкая, чистота поверзности херовая и тогдалие.
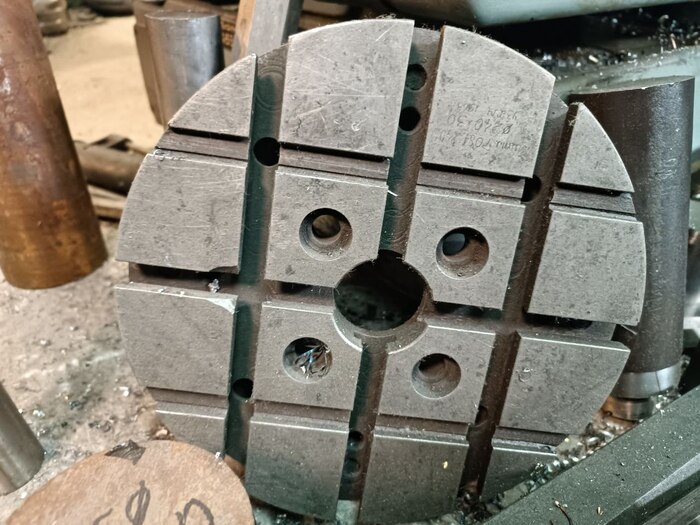
Вариант 3. Частный случай вар.2
Универсальная планшайба от ИТ1М. Не знаю, почему таких не делали на 1К62 и 16К20, однако от ИТшки она болт-он запрыгивает на шеснарь, потому как условные конусы у них одинаковые. Эта планшайба имеет линейку, по какой каретку моно выставить на нужный эксцентриситет. А промимо этого на каретку планшайбы вешается "лопата", она же "поднос" регулируемая по углу. В данном случае она откинута. Но опять жи, это всё ниоч как-то.

Относительно простой вариант - задание эксцентриситета с помощью пластинок. Нужен обычный трёхкулачковый патрон, на один из кулаков какового накидывается нужная высота пластинками. Считается по формуле. Вроде просто, но нет. Способ не сложный, но как именно токарь будет набирать 1,488 мм для нужного эксцентриситета - неясно. Не, ну если у тебя есть плоскошлиф и метрологичка, канеш, можно прошлифовать как надо и юзать невозбранно. Но нам же надо максимально быстро и просто, а не задолбаться...
Поэтому я лично в данной работе пошёл по варианту эксцентриковой муфты. Выточить произвольную бобышку - не сложно. Занулиться на сверлилке\фрезере по центру бобышки - не проблема. А далее, сместил стол по линейкам, индикатору или УЦИ на нужное значение и навалил дырку не в центре.
Дальше многое зависит от размеров детали. Эту же бобышку можно сделать разрезной, профигачив паз хоть болгаркой, хоть дисковой фрезой, хоть эрозией с "толстой" стороны. Или, если бобышка миниатюрная, сразу резануть её на эрозии...

Если муфточка разрезная, то крепление и фиксация детали в ней, разумно предположить, осуществляется затягиванием патрона и деформацией (относительно упругой) муфты. Если неразрезная или деталь имеет очень короткий хвост - можно вклеить на цианакрилат. Можно со стороны шпинделя гайкой или винтом её заневолить. В данном случае я сделал отверстие подкалиберное прям, под развёртку. С обратной стороны закрутил гайку, а до того ещё и на клей. А уже на станке, соответственно, аккуратно с небольшими подачами сделал центровочное отверстие и подпёт деталю центром.
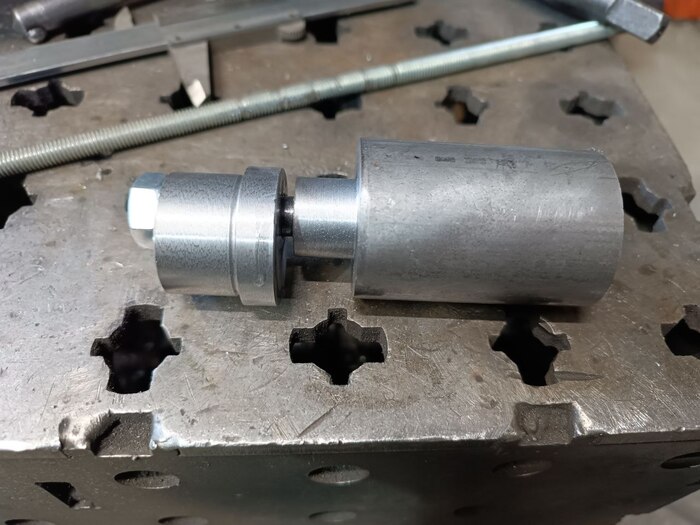
Ну типа как-то так, получается жи.
Ах да. Забыл. Прежде чем точить вторую сторону - на выключенном шпинделе подведите резец и, прокручивая шпиндель посмотрите, где у вас "орбита" вращения детали. А то можно заездон сделать. И всю работу заруинить и резец сломать. Короче, ничего сложного, прямо скажем. Просто чуток подумать по технологии, в голове прокрутить пару раз и сделать.
Всем болт, чуваки.
Есличо, в профиле есть ссылочка на телегоканал. Там вся эта мудянка прям в онлайне происходит. Собсна, эта простыня и была накатана по просьбе подписчика. А то чо нет то?
Показать полностью
10
Vsemayki доставим в сроки которые мы решим вам не называть
Заказал очередной раз футболки на сайте «ВсеМайки.ру», номер заказа 52485326 от 26.05.2024 21:05. Сроки доставки при оформлении указывались 3–5 дней, для примера, если сейчас (31.05.2024) попытаться оформить заказ, указывается дата доставки 3–5 июня.
По истечении 5 дней решил уточнить, почему же заказ всё ещё в производстве и не отправлен, на что получил ответ, мол, извините, заказ ваш задерживается, на сколько — мы не знаем, точные сроки назвать не можем. Почему? Да потому что.
В итоге попросил назвать всё же точные сроки или отменить заказ, на что моментально согласился оператор, и заказ был отменён.
Вроде бы хэппи-энд, и деньги вернут через 5 дней.
Но я не понимаю одного: у вас есть производство и какое-то количество заказов, почему вы указываете сроки, в которые не укладываетесь? А после, когда просят уточнить их, вы отвечаете: когда отправим — без понятия, ждите, может, завтра, может, через месяц. Я заказывал товар под определённое событие, плюс подарок другому человеку. Стоило заказать сразу в другом месте.
Простите за поток мыслей, сайт отличный, до этого заказывал, да были задержки, но мне хотя бы давали понять, что срок такой то.
Если рассчитываете быстро получить свой заказ(по крайней мере сейчас), лучше попытайте счастье где-то ещё. Скриншоты переписки прилагаю.
Если кто знает похожие сервисы, подскажите, пока в поисках альтернативы.



Показать полностью
5

Аквариум 600х300хh450мм и тумба под аквариум
Аквариум 600х300хh450мм и тумба под аквариум
Аквариум из стекла Оптифлоат. Аквариум не имеет рёбер жёсткости и стяжек благодаря использованию стекла такой толщины.
Тумба под аквариум выполнена на основе металлического каркаса с облицовкой ламинированными панелями, что придаёт ей стильный и современный вид. Она обеспечивает устойчивость и надёжность установки аквариума, а также скрывает технические элементы и коммуникации.
Бережная доставка по Москве и Московской области, а также возможность отправить готовый аквариум транспортной компанией по всей России.
Источник: https://t.me/club_reefland


Показать полностью
2

"Fargo"
Для фанатов сериала.
Готовый мужской джемпер ждет своего хозяина( нит ни одной примерки). Джемпер связан в технике 4-х цветный норвежский жаккард.
Файлы сделаны в программа для вязания при помощи графической студии. Связано изделие на вязальной машине Brother 940/850 регулярным способом. Сборка и обработка ручная. Плечо укреплено для стабильности.
Размер изделия XXL.
Ширина плеч 43 см, длина изделия 66 см, длина рукава 62 см, ПОбхват груди 56 ( по низу 50-52 см).
Использована промышленная бобинная пряжа: полушерстяная, акрил.( производитель разный).

Горловина - двойная резинка с платированием.
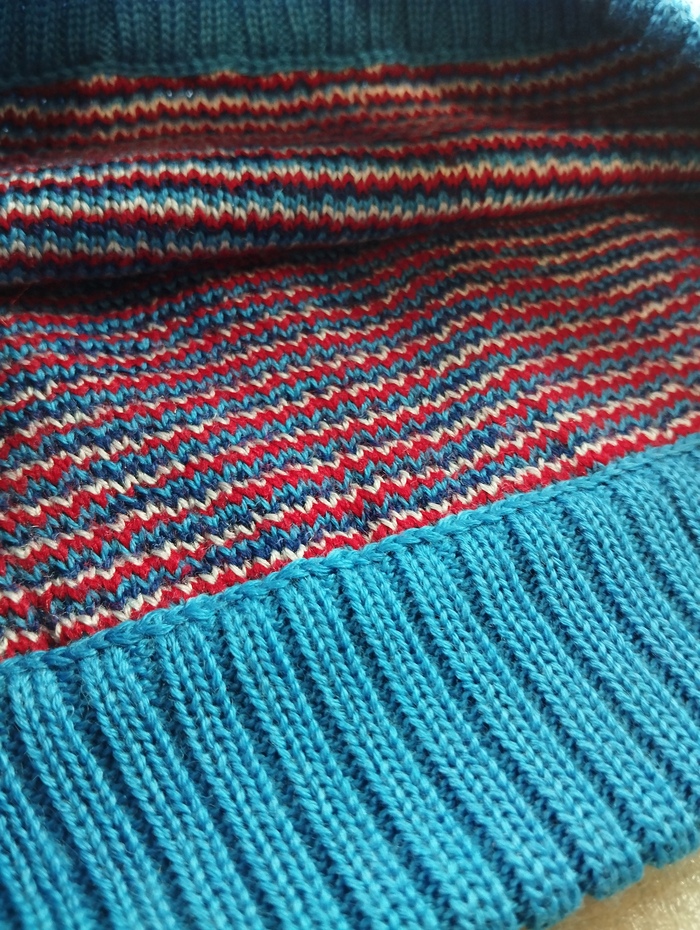
По низу изделия - двойная резинка с платированием.

Резинка на рукавах - платирование, двойные.

Изнанка изделия. Швы.
https://t.me/Knitted_fufajka - личка в тг/на связи.
https://t.me/Knittedfufajka - канал
https://t.me/+yTM78rc6lVZiYTUy - чат/болталка
Показать полностью
4


История огранки
Что ж, это было... долго.
Дисклеймер: написание данной статьи состоит не только из исторически проверенных фактов, но и, в значительной степени, из моих домыслов. Огранка как искусство очень сильно теряется в веках, и доподлинно установить некоторые временные рамки, а также определенное применение технологий невозможно.
Для начала будет некоторое количество риторики: а можно ли отнести к огранке процесс отбивания одного камня другим для получения острой режущей грани? Если так, огранка – буквально, самое историческое и значимое ремесло в истории человечества, которое привело к появлению первых орудий труда, без которых не могло бы быть дальнейшего прогресса. Но это уже прям совсем утрировано, вернемся с высот философских рассуждений на грешную землю.
Первые достоверные попытки огранки камней можно отнести к эпохе Двуречья (Египет, ок. III в до н.э.). Вряд ли это можно назвать огранкой в прямом смысле этого слова – мастер просто приполировывал, в меру своих сил, природные грани камня, достигая какого-никакого блеска и прозрачности. Ни о какой задаче формы речи не идет, как и о качестве изделий – камни просто немного открывали свой природный цвет.
Примерно такие же камни, кстати, использовались до XVII в. в украшении икон – камни располагались на окладе в довольно хаотичном порядке, закрепленные по одному, обычно, в глухую закрепку. Помимо этих отполированных природных кусков, использовались еще и кабошоны – и на них мы остановимся отдельно.
Кабошон – огранка камня, как правило, в полусферу (с вариациями, но общий смысл вы поняли). Верхняя полусфера камня «закатывается» в выпуклую или другую криволинейную поверхность, которая, в зависимости от камня, может проявлять разные интересные оптические свойства. Характерные примеры – «кошачий глаз», астеризм – особенности структуры камня образуют причудливую игру света, проявляющую светлую (реже – темную) полосу по оптической оси камня, а во втором варианте – многоконечную звезду. Этот рисунок образуется, в первую очередь, благодаря различным игольчатым включениям в камне и их ориентации по оптической оси.

Слегка нетипичный кабошон. Разница заключается в том, что этот – прозрачный , а на дне рисунок вырезами
Кабошоны также появились в глубокой древности, но уже требовали определенного мастерства и использования некоторых подручных инструментов. Ввиду того, что действительно дельные ограночные приспособления еще не были изобретены, в ход шел плоский камень, посыпанный песком. Песок, как абразивный материал, помогал добиться большего съема и сократить время работы, но все равно обкатка одного камня занимала большое количество времени.
Следующей важной вехой для огранки было, вероятно, изобретение гончарного круга. Посмотрели на эту вращающуюся платформу огранщики, сыпанули туда песочка, плеснули водички, да и начали полировать. Более высокая скорость движения поверхности относительно грани камня давала не только бóльший съем, но и лучшую чистоту полировки. Предположительно, примерно одновременно с этим появились и первые зачатки огранки в современном ее понимании – мастера заметили, что определенные камни с определенными углами граней выдают куда более приятную игру света, что начали использовать. Правда, эксперименты были прям на все деньги, так что каких-либо значительно качественных камней не предвиделось до XV века.
А теперь самое интересное. В 1454 г. некий голландский мастер Людовик ван Беркен в процессе своих изысканий обнаружил, что при соблюдении определенных углов и количества граней, алмаз приобретает неожиданно хорошую игру света. Впоследствие результаты его наблюдений назовут «бриллиантовой» огранкой.
Ремарка: абсолютно достоверных сведений по поводу изобретения ван Беркеном чего-либо нет, как нет и абсолютно точного отрицания его вклада в огранку. Известно наверняка лишь то, что мастер занимался огранкой, гранил алмазы и памятник ему находится на одном из домов в Амстердаме – на нём Людовик ван Беркен держит в руке ограненный алмаз

"Нельзя просто так взять и сделать хорошую огранку". А вообще в руке он держит ограненый алмаз, а не делает жест Боромира из Властелина Колец. Фото с Википедии
Мало того, ван Беркен еще и придумал концепцию ограночного станка в том виде, в котором он, с некоторыми современными дополнениями, дошел до наших дней. В широком смысле это шпиндель с приводом, на который крепится сверху ограночная поверхность – планшайба. Само собой, за века привод станка менялся от старинного ручного до современных электродвигателей, позволяющих не только исключить из процесса тяжелый физический труд, но и весьма точно контролировать скорость вращения планшайбы.
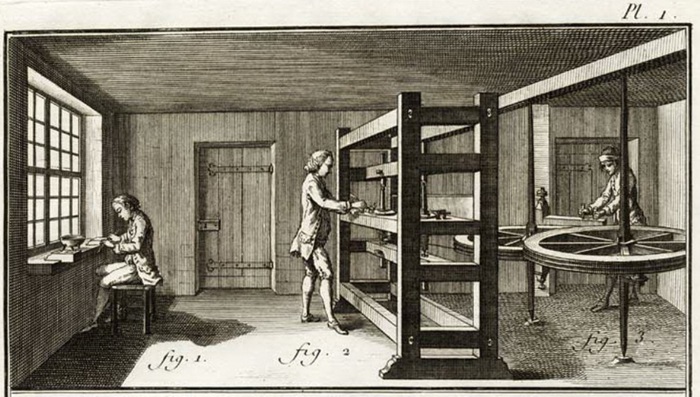
Первые ограночные станки. Гравюра из интернета, изначальный источник неизвестен
В 1919 году Марсель Толковский – бельгиец русского происхождения, воспитанный в стае волков семье ювелиров – оценил качество огранки от современников, поморщился, да и вывел куда более совершенную с точки зрения игры света огранку алмаза, в настоящее время называемую Кр57 – круглый, 57-гранный камень. Эта клиньевая огранка, собственно, используется и по сей день не только для алмазов, но и для множества других камней.
Весьма интересна еще и тема, связанная с закрепкой камня. Как мы узнали из предыдущих абзацев, на игру света и насыщенность камня сильно влияют углы, под которыми устанавливаются на него грани (то есть, под каким углом камень прислоняют к плоскости абразивного покрытия). Самые первые попытки огранки делались, понятно, «на руках», что фактически исключало возможность точного подбора углов и направлений. В дальнейшем появились палочки, на которые крепился камень, и которые, в свою очередь, устанавливались на вертикальную стойку с отверстиями под разными углами. Словами это конструкцию описать немного проблематично, проще посмотреть на картинку и понять всю примитивность этого устройства.
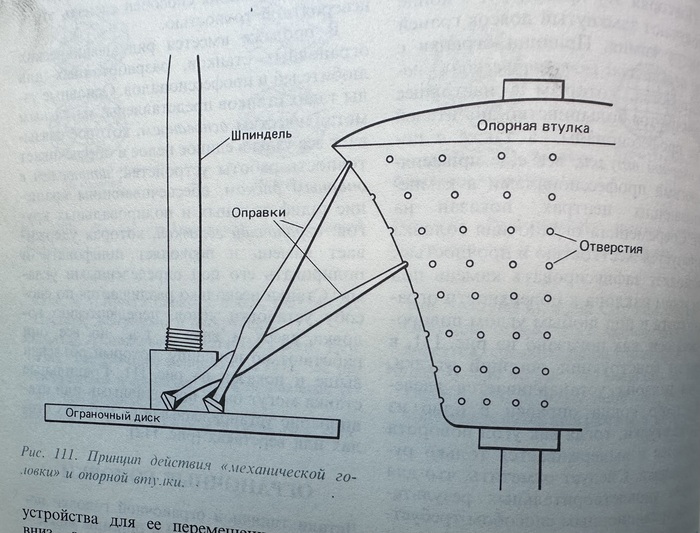
Те самые палочки и принцип их работы в сочетании с опорной втулкой. Иллюстрация из Руководства по обработке драгоценных и поделочных камней (Дж. Синкенкекс, издательство «Мир», 1989 г.)
Отдельный уровень треша заключается в том, что эта простейшая система не только не была вытеснена более современными и точными устройствами, но и широко используется по сей день. Качество, как вы понимаете, зависит от нереального скилла мастера, но обычно все равно так-сяк.
После того, как огранщики в край задолбались заниматься такой ерундой, начали появляться первые подобия квадрантов. Квадрант – фактически, высокотехнологичный аналог палочек, позволяющий контролировать не только угол, но и поворот камня относительно центральной оси. Для чего это нужно? Симметрия в камне позволяет улучшить впечатление от него и дает более правильную, приятную глазу игру света. За правильное и симметричное выставление граней отвечает специальная шестерня на квадранте, которая, в зависимости от требуемой сложности и количества граней, может иметь от 8 до 96 позиций (меньше смысла не имеет, а больше встречается весьма редко).
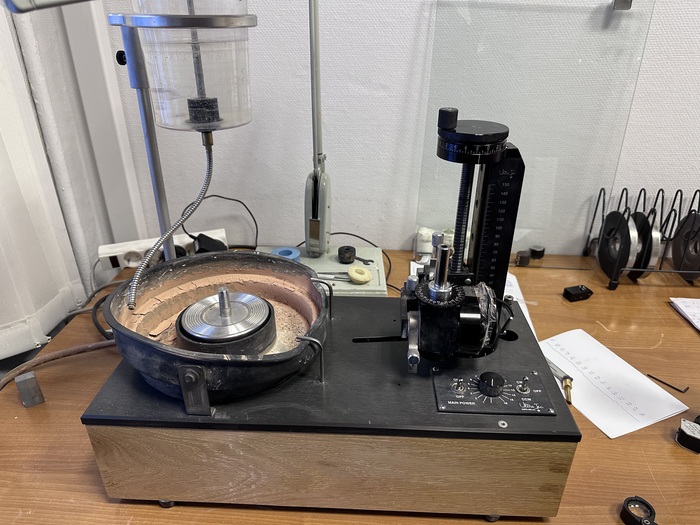
Современный ограночный станок (технически, портативный). Электропривод позволяет регулировать обороты, квадрант – угол и симметрию граней

Суровый японский станок IMAHASHI. Совсем не портативный, но, благодаря станине весом в 300 кг, очень стабильный и плавный. Квадрант снят потому что конь в ванной в огурцах. В силу своей массивности выглядит и правда как советский – они, кстати, т
Отдельным уровнем развития квадранта можно назвать ручное приспособление «малютка» (она же «универсальное ограночное приспособление»). Это, по сути своей, переносной квадрант, ставящийся ножками на опору и позволяющий быстро делать большое количество камней. Его преимущество – в портативности, как и недостаток: отсутствие жесткого крепления требует куда больше внимания к работе – хотя, будем честны, куда чаще речь не о внимании, а о банальной механической памяти, многие огранщики делают огромные количества камней под типовую огранку, глядя при этом не на то, что делают, а куда-нибудь в телевизор. На качество работы, при выработанных рефлексах, это совершенно не влияет, а вот тупая монотонная работа сильно угнетает.

«Малютка». Видите, сколько у нее регулировок? Надо очень четко осознавать, какие за что отвечают и уметь работать на ней точно и быстро. По сравнению со стационарными ограночными квадрантами – и правда малютка, хотя едва помещается на лист А4
А что же у нас стало за века с поверхностью для полировки? Конечно же, на смену плоскому камню и песочку пришли более современные («ха-ха» сказали гончары) виды оборудования. За редким исключением, ограночный станок комплектуется планшайбами разных степеней абразивности. Планшайба – это такая тяжелая (часто оловянная) штука, которая ставится сверху на шпиндель станка и, благодаря вращению, «стачивает» камень. Подразделяются они, в зависимости от типа и размера абразивного материала, на обдирочные (задать условную форму всего камня в несколько быстрых касаний), ограночные (установить грани на камень и «подтянуть» их друг к другу) и полировочные (как понятно из названия, чтобы отполировать грань до отсутствия дефектов). Предвосхищая возможные вопросы – да, можно сразу полировальной планшайбой и форму задать, и грани установить – вот только ввиду износа отполировать начисто ей уже не получится. Полимер, содержащий в себе абразив (обычно, корунд или алмаз, а вот состав полимера производители планшайб держат в секрете) наберет в себя огромное количество шлама – отходов обработки, тонкозернистых микрокристаллов – и будет вместо чистой, гладкой поверхности выдавать дефекты огранки: царапины, т.н. «седину» (множество микроскопических царапин, образующих бело-сероватую поверхность), сколы и прочее-прочее. Так что тут как с наждачной бумагой – чем мельче абразив, тем тоньше съем и чище поверхность.

Планшайбы. Слева – для полировки, справа – ограночная
Ремарка: вообще, планшайбы – очень капризные барышни. Они имеют свойство менять форму поверхности (камень прогрызает борозду при неаккуратной работе), забиваться всякой летящей гадостью, плавиться (в случае с некоторыми особо изощренными видами) и делать еще шайба знает что, лишь бы не работать как надо. У хорошего огранщика планшайбы подчиняются его воле и делают то, что от них нужно, начинающий же вынужден вести непрерывный неравный бой, цена поражения в котором – основательно запоротый камень.
Теперь стоит упомянуть и о самых современных технологиях огранки. Конечно же, глядя на цех, забитый индусами с палочками (я не могу перестать угорать с этой сверхтехнологии будущего), можно вполне себе справедливо представить один ограночный станок с ЧПУ, который будет выполнять всю ту же самую работу, но без перерывов на обед и сон. Да, такое есть… вот только помните анекдот про автоматический бритвенный станок? У всех лица разные, но только до первого бритья. Вот и с камнями то же самое. Геммолог и огранщик (бывает, что это один и тот же человек) работают в паре, находя оптические оси, примечая включения и предполагая форму, которая будет наиболее выгодна при огранке каждого конкретного камня. Без этой сложной и кропотливой работы можно забыть о большом «выходе» веса, и, следственно, выгоде. Кроме того, огранщик на всех стадиях работы постоянно контролирует процесс – ведь в процессе стачивается, как мы уже знаем, не только камень, но и планшайба.
Еще прикол ЧПУ-станка: для ускорения процесса, обрабатывается одновременно не один камень, а несколько десятков. И может случиться такое досадное недоразумение, что один-единственный камешек вдруг отклеивается, и пиши пропало всей партии, несчастный, не удержавшийся на своем законном месте, сработает как абразивный материал и превратит всех своих товарищей по несчастью в бесформенных уродов.
Именно необходимость контроля процесса (прям постоянного контроля: сидишь, камнем коснулся, чуть полирнул – посмотрел в лупу, все ли чисто и аккуратно выходит, потом еще раз, еще… и так каждую грань, зачастую, по несколько раз) фактически исключает возможность получения качественной огранки различных камней на ЧПУ-оборудовании. Если с какой-нибудь фрезой все более-менее ясно – либо режет, либо не режет, результат и качество работы видно/ сразу – то тут станок сам в лупу не посмотрит и критически качество своей работы не оценит. Так что, господа огранщики, бунт машин и превосходство искусственного интеллекта нам пока что не грозит, сидим, работаем.
Еще одно новшество, пожалуй, достойное упоминания – лазерная огранка. Сразу оговорюсь, вещь сложная, дорогая, как титановый самолет, очень узкоспециализированная, большая редкость и вообще индусы дешевле обойдутся. Да и вообще, в интернетах пишут, что машинка-то грани лазером нарезает, а вот полировать их – опять ручками индусов. И подходит только для алмазов, и делает только бриллиантовую огранку, зато с большой скоростью. В общем, резюмируем, штука узкопрофильная, большинству не по карману, да и толку от нее не сказать, чтобы прям совсем много.
Заключение
Подводя итог, можно смело сказать одно: с древних времен процесс огранки фактически не претерпел изменений, и основная технология дошла до нас, по сути, в первозданном виде. Все дело в том, что огранка – не столько технология, сколько ремесло, зависящее от умений мастера. Эволюция ограночного оборудования никак не повлияла не сам основной принцип, применяемый для огранки камней: мы все так же трем камнем об абразив и получаем тот же камень с более чистой и красивой поверхностью. Конечно, с использованием современного оборудования можно получить качество, недостижимое в прошлом за минимальный промежуток времени, но сама профессия огранщика – человека, который знает не только технику
P.S.: статья носит исключительно общеобразовательный характер. Все детали современной огранки, как правило, являются коммерческой тайной фирм. Очень прошу не задавать вопросы про конкретику – какие именно планшайбы, какой абразив, какие станки, приемы и техники мы используем. В предыдущем посте уже задавали подобные вопросы, и получали на них односложный ответ: «секрет фирмы». Без шуток.
P.P.S.: весьма вероятно, что я упускаю какие-либо вехи становления огранки в плане оборудования, технологий, а также некоторые неточности в датировании. За это заранее прошу простить, и, если возможно, писать в комментариях уточнения (пожалуйста, уточнения, а не «быдло, ты бесишь, забываешь про *название события*). Если таковые будут – соберу пост с замечаниями и правками со ссылками на оригинальных комментаторов. Заранее спасибо, срач прошу не разводить, читайте правила Лиги и ресурса.
Показать полностью
8